Stainless Steel Water Filter Nozzle Output Definition
The output of a certain type of water filter nozzle, that is, the flow rate per hour is actually a definition concept. The same kind of water cap can be defined as different output in different manufacturers. This mainly depends on the definition of the water cap gap flow rate.
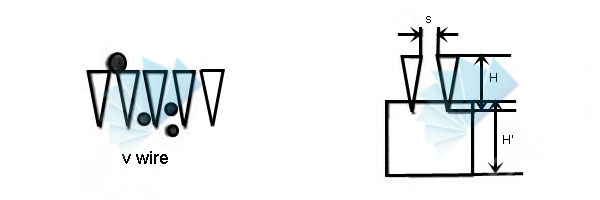
The diameter of one kind of tubular single-head water cap produced by our company is 53mm, 28mm in height, 0.25mm in gap, and the maximum operating flow is 1.0t/h. The area coefficient of this water cap is: 0.143, the flow area is: 666.3mm2, and the flow rate of the gap can be calculated as: 0.417m/sec. If the gap is .02mm, the area factor is: 0.118 and the flow area is: 550mm2. If we still define the flow rate of the water cap as one ton, the crevice flow rate is increased to 0.505 m/sec. With the company's defined flow rate of 0.375 m/sec, the maximum flow rate of our company's filter nozzle should be: 0.9 t/h (0.25 mm gap) and 0.74 t/h (0.20 mm gap). In the above calculation, it is assumed that the width of the noodles is 1.5 mm. If the width of the noodles is 1.0 mm, then the area coefficient of the same gap will increase.
If the defined flow rate is not changed, the definition of the water cap is defined. The output will increase accordingly. The definition of the water cap gap is not the same as the actual flow rate. This involves the concept of a water cap gap plugging factor. In the absence of filter material, the plugging factor is 0, and once the filter material is filled, the filter material has a plugging factor greater than 0 and less than 1 in the gap. This coefficient is completely experimental data.
Therefore, considering the plugging factor, the water velocity of the filter nozzle must be much larger than the defined flow rate. It can be seen that the filter nozzle's output is completely a defining concept. It makes no sense to leave this point to discuss the water cap's output. Some companies define the smaller gap flow rate for commercial considerations and technical considerations.
From a commercial point of view, defining a lower flow velocity in the filter nozzle gap will reduce the output of a single filter nozzle and require more filter nozzles on the same equipment; technically, the filling materials above the filter nozzle The sample may be ion exchange resin, may be quartz sand, may be activated carbon, and the size of the filter material is also very different, and the clogging coefficient of the gap is also very different. If we define a relatively high gap flow rate, then it may cause more trouble for running resistance in the actual application process. In addition, the gap size of the filter nozzle changes greatly. Therefore, the coefficient of resistance of the gap also changes greatly. When a slit flow velocity is defined, when the gap of different sizes is passed, due to the large difference in the drag coefficient, the resistance generated by the fluid is also huge.
Defining a relatively small gap velocity is, from a technical point of view, a conservative decision and a safe decision. However, such decision-making is not a reasonable decision-making, economic decision-making. Each type of filter nozzle and filter material will produce a set of “ΔP-Q” curves. It is very important for users who are strict in the design process to understand this performance curve, especially when selecting small gaps. (for example, 0.10mm or less) and special filter media, because small gaps and special filter media mean high resistance coefficients and gap blocking factors. If improper gap flow rates are used at this time, serious consequences may occur.

Compare Products







